





[时间:2017-12-15 15:09:17] [点击:1341] [分类:企业新闻]
为了避免结构纤维复合材料与模其发生粘连,对于黄糊精/秸秆纤维复合材料,选用食品包装用锡纸(铝箔)作为模具和复合材料的脱模材料,经脱模后将黄糊精秸秆纤维复合材料表面的锡纸剥掉,用于性能测试。
在黄糊精秸秆纤维复合材料制备中,秸秆纤维复合材料上承受的压力和热压机上显示压力有一定的比例关系,两者压力具体换算关系是压制枯秆纤维复合材料时所受到的压力是热压机显示压力的 1.40 倍。
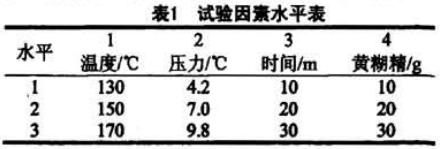
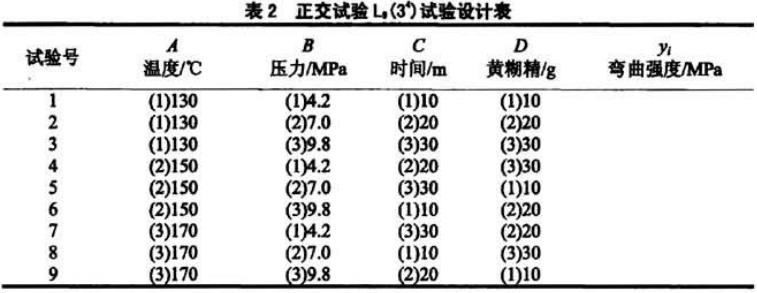
黄糊精/秸秆纤维复合材料制备采用正交试验方案以L9(3^4),试验因素水平和正交试验设计表分别见表1和表2,因素1是热压温度,因素2是热压压力,因素3是第二阶段末次保压时间(下图),因素4是黄糊精的质量,九组试验均是基于 100 克秸秆纤维和 40 克水基础上进行的。
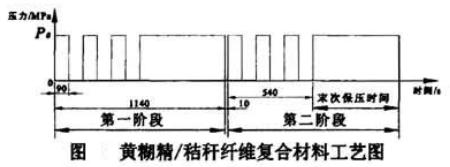
为排除胶黏剂和秸杆纤维中的大量水分,需增加热压过程中的放气次数。上图所示为黄糊精秸秆纤维复合材料制备工艺图。
制备黄糊精/秸秆纤维复合材料的其体步骤如下:首先将模具放入 JFY50 型热压机中预热到试验中设计的温度,在模具下凸模的上面铺上一层锡纸,将混合均匀的秸秆纤维和黄糊精的混合料放入模具凹模内,尽量保证物料上表面平整,将装有物料的棋具放入热压机中,调整预定的热压压力(P0为4.2MPa、7MPa和9.8MPa),并按照黄糊精/秸秆纤维复合材料制备工艺图制备黄糊精/秸秆纤维复合材料(其中第二阶段末次保压时间分别选择为十分钟、二十分钟和三十分钟),将制得的秸秆复合材料在温度为20摄氏度,相对湿度为百分之六十的空气中放置十天,之后加工成弯曲性能测试试样。




